因業(yè)務(wù)調(diào)整�,部分個(gè)人測(cè)試暫不接受委托����,望見(jiàn)諒。
表面粗糙度分析去哪里檢測(cè)?中析研究所材料檢測(cè)機(jī)構(gòu)可提供表面粗糙度分析服務(wù)��,CMA資質(zhì)認(rèn)證機(jī)構(gòu)�����,高新技術(shù)企業(yè)�����,正規(guī)的第三方檢測(cè)機(jī)構(gòu),7-15個(gè)工作日出具表面粗糙度分析報(bào)告���,檢測(cè)周期短���、檢測(cè)費(fèi)用低、檢測(cè)結(jié)果科學(xué)準(zhǔn)確!
分析范圍
機(jī)加工件�����,襯套����,木材�,模具,曲軸��,減速器�,薄膜,齒輪�����,織物,ABS��,零部件�����,工件等�����。
半成品粗加工過(guò)的表面����、非配合的加工表面,如軸端面���、倒角����、鉆孔���、齒輪和皮帶輪側(cè)面�、鍵槽底面����、墊圈接觸面���。精加工表面、箱體�����、支架���、蓋面��、套筒的表面。精密機(jī)床主軸錐孔�、發(fā)動(dòng)機(jī)曲軸,高精度齒輪齒面���。高精度測(cè)量?jī)x�����、量塊的工作表面�,光學(xué)儀器中的金屬鏡面等��。
分析項(xiàng)目:表面粗糙度分析
項(xiàng)目介紹
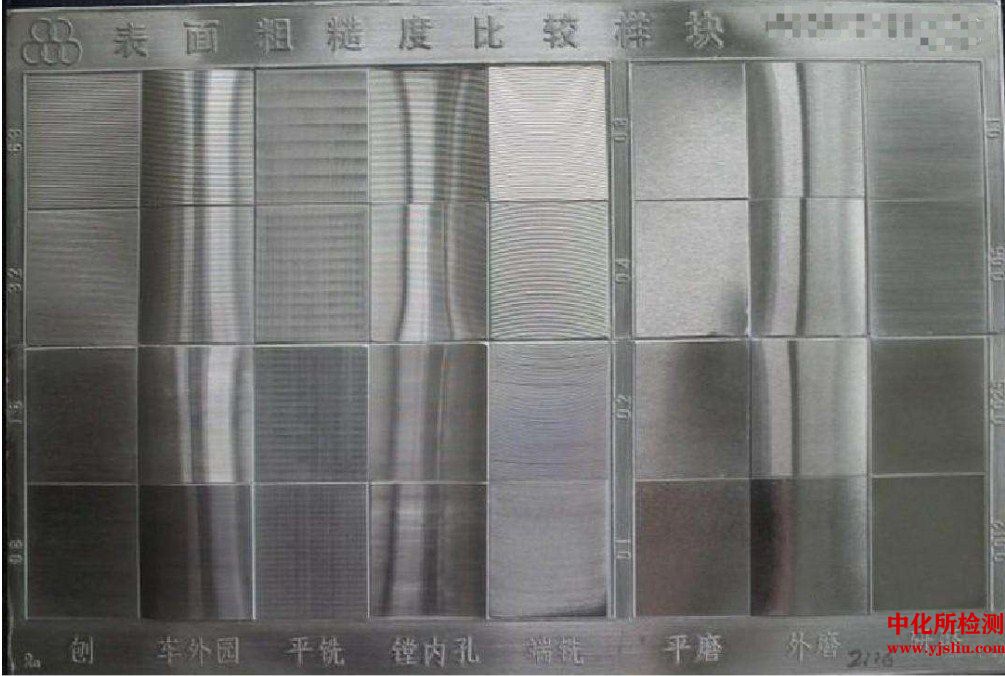
表面粗糙度是指加工表面具有的較小間距和峰谷所組成的微觀幾何形狀誤差。表面粗糙度越小���,則表面越光滑��。表面粗糙度一般是由于加工過(guò)程中刀具與零件表面間的摩擦���、切屑分離時(shí)表面層金屬的塑性變形以及工藝系統(tǒng)中的高頻振動(dòng)等。由于加工方法和工件材料的不同��,被加工表面留下痕跡的深淺�����、疏密�、形狀和紋理都有差別。表面粗糙度與機(jī)械零件的配合性質(zhì)��、耐磨性�����、疲勞強(qiáng)度��、接觸剛度、振動(dòng)和噪聲等有密切關(guān)系����,對(duì)機(jī)械產(chǎn)品的使用壽命和可靠性有重要影響。
應(yīng)用領(lǐng)域
表面粗糙度的測(cè)量主要應(yīng)用于航空����、汽車(chē)、材料��、金屬制品等領(lǐng)域�����。表面粗糙度對(duì)零件使用性能有很大影響����。一般說(shuō)來(lái),表面粗糙度數(shù)值小�����,會(huì)提高配合質(zhì)量����,減少磨損,延長(zhǎng)零件使用壽命���。表面越粗糙�,零件表面的摩擦系數(shù)就越大�����,兩相對(duì)運(yùn)動(dòng)的零件表面磨損越快;若表面過(guò)于光滑����,磨損下來(lái)的金屬微粒的刻劃作用、潤(rùn)滑油被擠出�����、分子間的吸附作用等�����,也會(huì)加快磨損���。對(duì)于有配合要求的零件表面�����,粗糙度會(huì)影響配合性質(zhì)的穩(wěn)定性����。
分析周期:7-15個(gè)工作日
分析費(fèi)用:初檢小樣,稍后實(shí)驗(yàn)室工程師根據(jù)檢測(cè)項(xiàng)目報(bào)價(jià)�。
分析目的:表面粗糙度對(duì)零件使用性能、產(chǎn)品的使用壽命和可靠性有重要影響����。在設(shè)計(jì)零件時(shí),根據(jù)材料表面粗糙度數(shù)值和零件在機(jī)器中的作用���,改進(jìn)相應(yīng)工藝參數(shù)��。
表面粗糙度分析標(biāo)準(zhǔn)
GB/T 1031-2009產(chǎn)品幾何技術(shù)規(guī)范(GPS) 表面結(jié)構(gòu) 輪廓法 表面粗糙度參數(shù)及其數(shù)值
GB/T 2523-2008冷軋金屬薄板(帶)表面粗糙度和峰值數(shù)的測(cè)量方法
GB/T 6060.1-2018表面粗糙度比較樣塊 第1部分:鑄造表面
GB/T 6060.2-2006表面粗糙度比較樣塊磨.車(chē).鏜.銑.插及刨加工表面
GB/T 6060.3-2008表面粗糙度比較樣塊 第3部分:電火花�����、拋(噴)丸��、噴砂�����、研磨、銼、拋光加工表面
GB/T 11357-2020帶輪的材質(zhì)��、表面粗糙度及平衡
GB/T 12472-2003產(chǎn)品幾何量技術(shù)規(guī)范(GPS)表面結(jié)構(gòu) 輪廓法 木制件表面粗糙度參數(shù)及其數(shù)值
GB/T 12767-1991粉末冶金制品 表面粗糙度 參數(shù)及其數(shù)值
GB/T 13841-1992電子陶瓷件表面粗糙度
GB/T 14234-1993塑料件表面粗糙度
GB/T 15056-2017鑄造表面粗糙度 評(píng)定方法
GB/T 29505-2013硅片平坦表面的表面粗糙度測(cè)量方法
GB/T 30860-2014太陽(yáng)能電池用硅片表面粗糙度及切割線痕測(cè)試方法
GB/T 31227-2014原子力顯微鏡測(cè)量濺射薄膜表面粗糙度的方法
GB/T 31226-2014掃描隧道顯微術(shù)測(cè)定氣體配送系統(tǒng)部件表面粗糙度的方法
GB/T 32189-2015氮化鎵單晶襯底表面粗糙度的原子力顯微鏡檢驗(yàn)法
GB/T 32642-2016平板顯示器基板玻璃表面粗糙度的測(cè)量方法
GB/T 39741.2-2021滑動(dòng)軸承 公差 第2部分:軸和止推軸肩的幾何公差及表面粗糙度
GB/T 40389-2021燒結(jié)金屬材料(不包括硬質(zhì)合金) 表面粗糙度的測(cè)定
JIS B 0601-2013產(chǎn)品幾何量技術(shù)規(guī)范(GPS)表面結(jié)構(gòu)輪廓法.術(shù)語(yǔ)�����、定義和表面結(jié)構(gòu)參數(shù)
表面粗糙度分析流程
1�����、寄樣
2�����、初檢樣品
3��、報(bào)價(jià)
4��、雙方確定�,簽訂保密協(xié)議,開(kāi)始實(shí)驗(yàn)
5���、7-15個(gè)工作日完成實(shí)驗(yàn)
6���、郵寄檢測(cè)報(bào)告�����,后期服務(wù)����。
中析研究所檢測(cè)有什么優(yōu)勢(shì)
1���、中析研究所CMA資質(zhì)認(rèn)證��,出具正規(guī)的第三方檢測(cè)報(bào)告���。
2、中析研究所擁有正規(guī)的第三方實(shí)驗(yàn)室���,科研團(tuán)隊(duì)強(qiáng)大�。
3�����、中析研究所7-15個(gè)工作日可出具檢測(cè)報(bào)告�,檢測(cè)周期短。
4�����,中析研究所為嚴(yán)謹(jǐn)����、公正科研機(jī)構(gòu),高新技術(shù)企業(yè)
以上就是表面粗糙度分析內(nèi)容�,關(guān)于其他問(wèn)題,您可以咨詢材料實(shí)驗(yàn)室工程師為您解答!